
 Two powder coated MDF parts may initially look the same but have a very different powder coverage thickness. Coat thickness can affect the longevity and durability of the part; some manufacturers apply 2-3 mils of coverage, while others apply 5-8 mils of coverage. Thicker coatings wear better over time, and testing
equipment is readily available to evaluate mil coverage. An easy first step when comparing wood powder coaters is to ask the representative about standard mil thickness. All manufacturers should know the answer to this question, and some can adjust for your specific needs. Many manufacturers also have the capability of applying different thicknesses to critical and noncritical faces, saving cost.
Two powder coated MDF parts may initially look the same but have a very different powder coverage thickness. Coat thickness can affect the longevity and durability of the part; some manufacturers apply 2-3 mils of coverage, while others apply 5-8 mils of coverage. Thicker coatings wear better over time, and testing
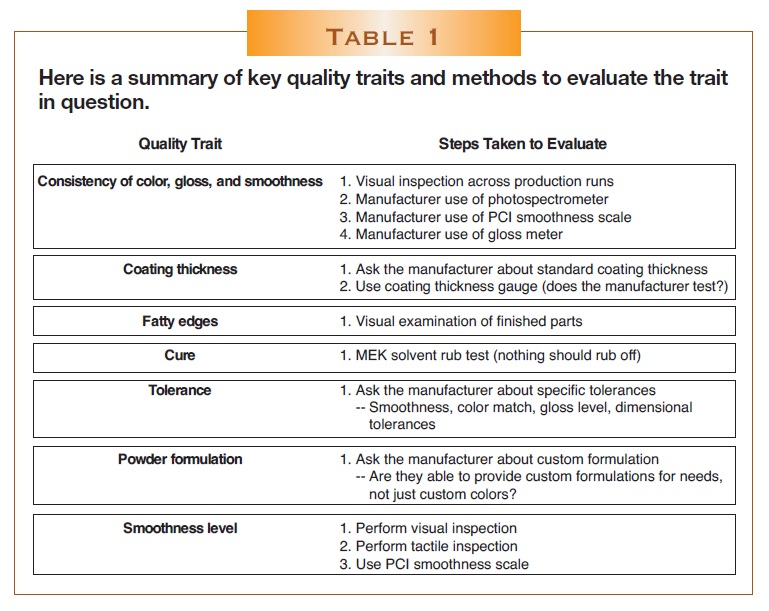
equipment is readily available to evaluate mil coverage. An easy first step when comparing wood powder coaters is to ask the representative about standard mil thickness. All manufacturers should know the answer to this question, and some can adjust for your specific needs. Many manufacturers also have the capability of applying different thicknesses to critical and noncritical faces, saving cost.  A quality powder coated MDF finish must be cured properly before shipment. Proper cure is important because it ensures the finish is completely bonded to the substrate and has all of the expected performance characteristics. An uncured finish might look good but is less durable. A standard MEK (methyl ethyl ketone) solvent rub test will confirm cure quality, since a cured finish will not rub off during the test. A side benefit of this test is that it will also identify whether liquid paint has been used to touch up any flaws. Liquid paint rubs off readily in the MEK rub test, while a good powder coated finish will stand up to the solvent.
A quality powder coated MDF finish must be cured properly before shipment. Proper cure is important because it ensures the finish is completely bonded to the substrate and has all of the expected performance characteristics. An uncured finish might look good but is less durable. A standard MEK (methyl ethyl ketone) solvent rub test will confirm cure quality, since a cured finish will not rub off during the test. A side benefit of this test is that it will also identify whether liquid paint has been used to touch up any flaws. Liquid paint rubs off readily in the MEK rub test, while a good powder coated finish will stand up to the solvent.
 As mentioned above, a quality wood powder coater will be able to produce a consistently high quality product. When working with company representatives, confirm mutual expectations for finish and machining tolerance. Robust process controls and quality inspections maintain tolerance ranges that are acceptable to both parties. A quality wood powder coater will be able to conform to specific PCI smoothness, CIELAB/ASTM color match guidelines, gloss ranges, and machining dimensional tolerances.
As mentioned above, a quality wood powder coater will be able to produce a consistently high quality product. When working with company representatives, confirm mutual expectations for finish and machining tolerance. Robust process controls and quality inspections maintain tolerance ranges that are acceptable to both parties. A quality wood powder coater will be able to conform to specific PCI smoothness, CIELAB/ASTM color match guidelines, gloss ranges, and machining dimensional tolerances.
